
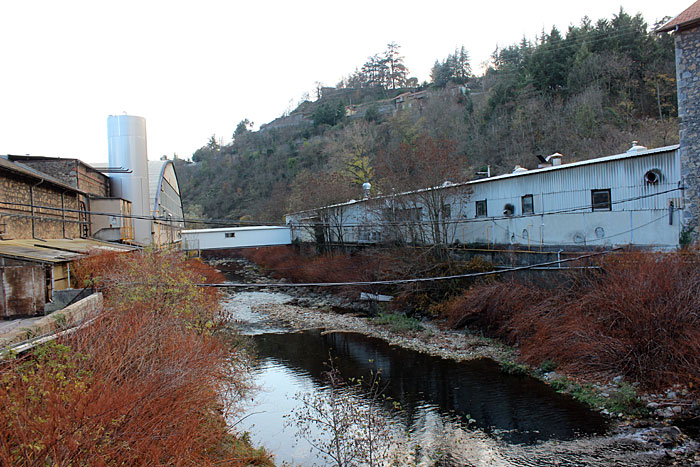
La Cance, bâtiments de la tannerie : à gauche le secteur humide, à droite le tri fini |
Il s'agit de la seule tannerie subsistant à Annonay.
L’entreprise qui fait partie du groupe
Hermès Cuir Précieux, filiale d’Hermès depuis 2012, occupe actuellement
plus de 110 personnes.
Cependant l’histoire des tanneries à Annonay est
plus ancienne puisque, si la Société Nouvelle
Tannerie d’Annonay date de 1984, elle est l’héritière
de deux tanneries mondialement réputées qui marquèrent
la vie des Annonéens au xxe siècle les tanneries
Combe et Meyzonnier dont l’origine remonte à 1838. Les bâtiments actuellement occupés par la
tannerie datent de 1965 pour ce qui est du secteur
humide (le dôme) et de 1898 pour la partie la plus
ancienne (le tri fini et le magasin des expéditions).
Suivant le même parcours que celui suivi par une
peau brute jusqu’à ce qu’elle devienne un cuir, la
visite débute par le secteur humide et plus
particulièrement le secteur rivière/tannage. En effet,
les quelques 800 peaux de veaux mises à l’eau
quotidiennement arrivent salées et pliées par
palettes de 70 à 115 peaux, regroupées par
fournisseur et triées en fonction de leur poids : ce
qu’on appelle les gros-lourds (12-15 kg brut) et les
super-lourds (15-18 kg brut). En premier lieu, les
peaux subissent un dessalage puis un reverdissage
(trempe dans de l’eau) afin de les ouvrir et de leur
redonner de la souplesse. Ensuite les peaux passent à l’égraminage, c’est-à-dire qu’on leur enlève la
graisse et les restes de muscle côté chair. Les peaux
sont ensuite mises en pelain dans des coudreuses
pendant 48 heures. À l’aide de produits chimiques
(sulfure et chaux) les peaux sont gonflées et les
poils dissous. À la sortie des coudreuses, les peaux
sont égalisées dans l’épaisseur par la refendeuse en
tripe, seule la partie supérieure (fleur) est
conservée. Les peaux sont ensuite tannées au
chrome, on peut alors parler de cuir.

Peaux brutes |
Une fois essorés, les cuirs obtenus ont une couleur
bleue qui leur donne le nom de wet-blue. Ils sont
alors triés et, en fonction des défauts observés, les
cuirs sont affectés à des clients en fonction de leur
choix. Le croupon étant la partie la plus importante,
c’est là que se concentre l’attention des trieurs qui
veillent à détecter les différents défauts possibles
(veines1, défauts fermés type cicatrices, poux,
dartres, etc.) qui abîment la fleur et obligent à
trouver différents artifices afin de les masquer.
Ainsi, dès le tri en bleu, un cuir sera orienté dans le
process de fabrication en fonction de ses défauts.
Après avoir été triés, les cuirs sont mis à l’épaisseur, également appelée force, en fonction des besoins du
client, à l’aide d’une dérayeuse. Ensuite ils sont
teints et nourris soit en surface (box-calf) soit
tranchés en fonction de l’article que l’on souhaite
obtenir. C ’est ensuite l’étape du corroyage qui vise à redonner toute sa taille à la peau grâce à
l’essoreuse/metteuse au vent et à la sèche sous vide.
Puis, par l’action de la sèche et du palisson, on
cherche à donner la « main » à l’article travaillé
(plus ou moins souple). À la fin du corroyage, on
obtient un crust ; commencent alors les étapes de
finition.
La finition permet de donner des propriétés
mécaniques et esthétiques au cuir. Ainsi, on cadre
les peaux afin de leur donner leur taille définitive,
puis on va affiner la couleur de la fleur. On peut
aussi protéger la fleur contre l’abrasion, contre
l’eau en passant divers produits sur le cuir, là aussi
en fonction du cahier des charges du client. Il faut
garder en tête qu’un cuir de premier choix, aniline
pleine fleur, sera un cuir dont la fleur n’est pas
masquée/protégée donc un cuir fragile.
On peut également lui donner du brillant dans le
cas d’un box-calf, en passant les cuirs sur les lisses,
caractéristique réservée aux cuirs de premier choix.
À l’inverse les peaux de moins bonne qualité
pourront recevoir une solution opaque à base de
pigments cachant la fleur ou un imprimé sur des
presses permettant de masquer au mieux leurs
défauts. Après finition, on s’assure de la qualité des
cuirs produits, puis les peaux subissent un dernier
tri avant d’être mesurées, emballées et expédiées.
Aujourd’hui l’essentiel de la production de Tannerie
d’Annonay est destiné à la maroquinerie, soit pour
la confection de sacs ou de ceintures. Le reste est
vendu à des fabricants de chaussures.
Mathieu Gounon
1- Les veines sont des défauts de plus en plus problématiques dans l’industrie de la tannerie car, d’un point de vue esthétique, il est nécessaire de les masquer et donc de déclasser les peaux concernées. Les veines affaiblissent la résistance naturelle du cuir (risque de cassure).